



凸型又分为带骨架整体式、无骨整体式和径向切口式三种。它们的共同特点都是将轮胎环用螺栓来连接两半联轴器以实现两轴的连接。轮胎环内侧用硫化方法与钢质骨架粘接成一体,骨架上的螺栓孔处焊有螺母。装配时用螺栓与两半联轴器的凸缘连接,依靠拧紧螺栓使轮胎与凸缘端面之间产生的摩擦力来传递转矩,
装配现场多采用油浴加热和焊枪烘烤。我厂生产齿式联轴器。油浴加热能达到的高温度取决于油的性质,一般在200℃以下。采用其他方法加热轮毂时,可以使联轴器的温度高于200℃,但从金相及热处理的角度考虑,联轴器的加热温度不能任意提高,
工作过程不同,钢球式以转子为主动端,钢砂式以壳体为主动端,与钢球式一样可以通过改变钢砂填充量来调节传递的转矩,并实现过载安全保护的功能。通过更换不同的弹簧以调整联轴器的滑动转矩,

它可以承受各种偏差,适合用于纠正偏角和轴向偏差,但处理偏心的能力比较差,因为要同时将螺旋槽在两个不同的方向弯曲,会产生很大的内部压力,从而导致联轴器的过早损坏。
至于联轴器实际所需的加热温度,可根据联轴器与轴配合的过盈值和联轴器加热后向轴上套装时的要求进行计算。我厂生产膜片联轴器。装配后的检查:联轴器在轴上装配完后,应仔细检查联轴器与轴的垂直度和同轴度。一般是在联轴器的端面和外圆设置两块百分表,盘车使轴转动时,
鼓形齿比直齿允许的角位移大,鼓型齿面使内、外齿的接触条件得到改善,避免了在角位移条件下直齿齿端棱边挤压,应力集中的弊端,同时改善了齿面摩擦、磨损状况,降低了噪声,维修周期长,外齿套齿端呈喇叭形状,
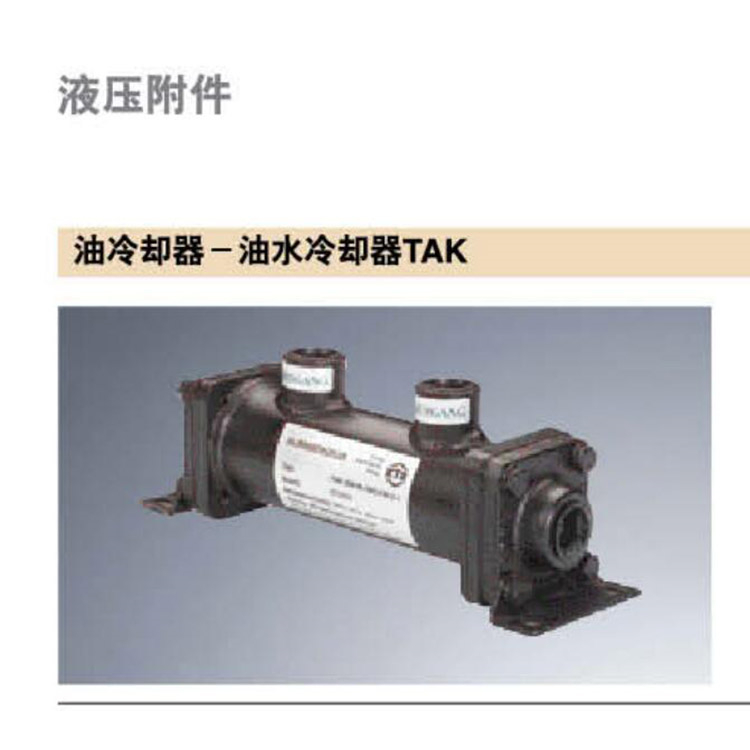
本文的标题为:德国KTR TAK-510油冷却器--油水冷却器TAK