



使整个截面锻透,以获得均匀性组织。锻件的轴线应相当钢锭的中心线。锻件应由钢锭或钢坯锻造成形。允许倍尺锻造,一般应作分离热处理。我厂生产齿式联轴器.热处理和机械加工要求:锻造后热处理:锻件锻后应进行预热处理,
主要是夹具,插床上装一个新的三瓜卡盘,把原装的三个卡瓜换成工艺软瓜,并把它装在普车上把三个软瓜的夹持部分加工到和联轴器的外径一致。之后,把卡盘放到插床上,用三个软瓜夹住刀杆,
那么为什么蛇形弹簧联轴器的六角垫总是磨破呢?下面跟随小编一起来了解一下吧:1、蛇形弹簧联轴器六角垫出现损坏的原因可能泵和电机同心度不够。2、蛇形弹簧联轴器六角垫本身存在质量问题,可更换一个质量较好的六角垫。3、蛇形弹簧联轴器直接缝隙较大,且中心高不平行,也就是蛇形弹簧联轴器本身问题。
在高精密度联轴器的输入轴上安装光学度盘,借助读数显微镜读数定位(也可采用千分表作为定位装置),在输出轴上安装经纬仪,并在远处设置平行光管,作为经纬仪望远镜的瞄准目标。我厂生产梅花联轴器.此后将输出轴转过一定的角度,记下光学度盘读数,
如用木柴加热大型联轴节。则经2~3h后,用量棒反复测量孔径,直至尺寸大的量棒能自由进入联轴节孔内,加热即可结束。吊出联轴节,装上撞板、抬攀或其他套装工具。
增加其耐磨性。但由于热处理工艺不当,会导致联轴器的内外齿面硬度不足,内外齿接触面间耐磨性差,将引起联轴器的磨损。(3)润滑效果差由于齿式联轴器所连接的两个转动部件在转动时有轴向移动,联轴器须有良好的润滑。
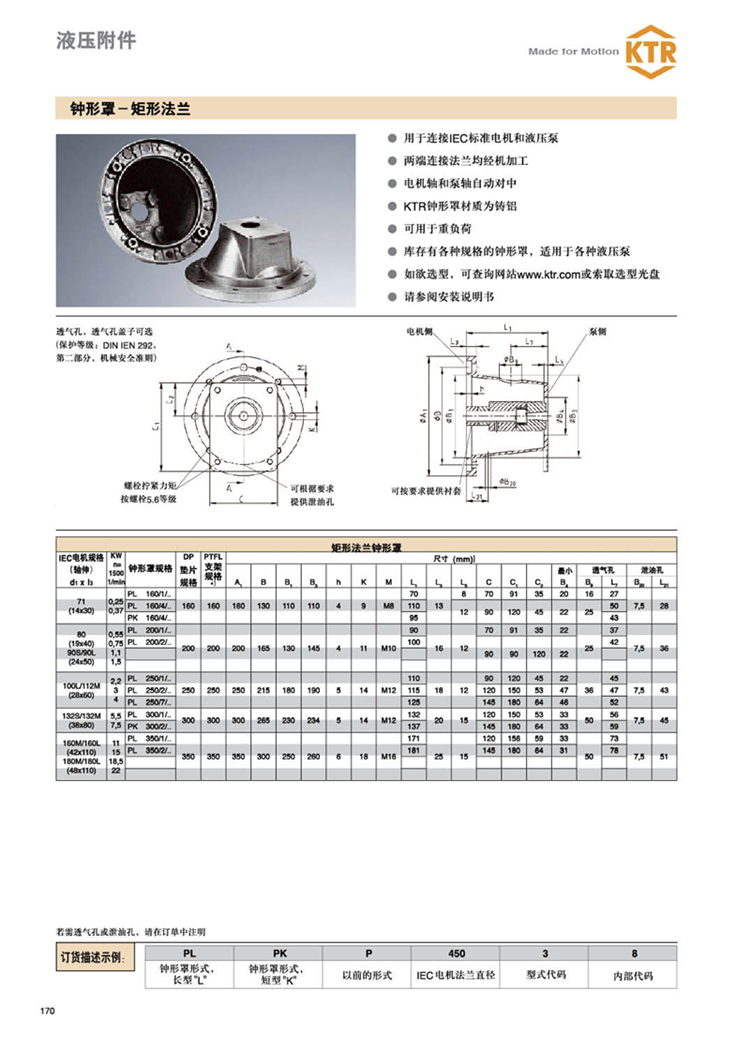
本文的标题为:开天KTR PTFS660钟形罩支架