



如用木柴加热大型联轴节。则经2~3h后,用量棒反复测量孔径,直至尺寸大的量棒能自由进入联轴节孔内,加热即可结束。吊出联轴节,装上撞板、抬攀或其他套装工具。
加工是在插床上进行的。我厂生产膜片联轴器.刚性凸缘联轴器的端面加工经常是套装在轴上进行的,这是为了使联轴器端面上的榫能准确地与轴中心线同心,在这一加工工序中特别要注意保证联轴器端面与转子轴的垂直,同时应注意对中榫的相互配合是否符合要求。对于无对中榫的凸缘联轴器,在钻孔后还应该将两个半联轴器套合在一起进行铰孔加工。轮胎联轴器如何定位与减震,
齿侧间隙较一般齿轮大,鼓形齿联轴器可允许较大的角位移(相对于直齿联轴器),可改善齿的接触条件,提高传递转矩的能力,延长使用寿命。近几年来,
采用较粗的电源线(比计算值粗一号),在专用回路上避免连接较大功率的其他用电设备。梅花形弹性联轴器的相关介绍梅花形弹性联轴器的工作原理是将一个整体的梅花形弹性环装在两个形状相同的半联轴器的凸爪之间,以实现两半联轴器的连接。通过凸爪与弹性环之间的挤压传递动力,通过弹性环的弹性变形补偿两轴相对偏移,
鼓度曲线曲率半径与内齿单侧减薄量成正比,即它与齿的啮合间隙有关,减薄量不足可能会造成干涉,减薄量过大会削弱齿的强度,且会侧隙很大。鼓形齿式联轴器铸铁材质鼓形齿式联轴器中齿轮的材料,主要有:铸铁,
以确保联轴器在之后的使用中更方便。刚性凸缘联轴器是一种结构非常简单的联轴器,主要由两半联轴器和联接螺栓组成,刚性凸缘联轴器的主要加工工序有联轴器轴套孔装配前的镗削、切割和键槽的修整、联轴器端面和其它表面的加工等。半联轴器的轴套孔有圆锥孔和圆柱孔两种形式,圆锥孔比圆柱孔在工艺特性上有较多的优点。
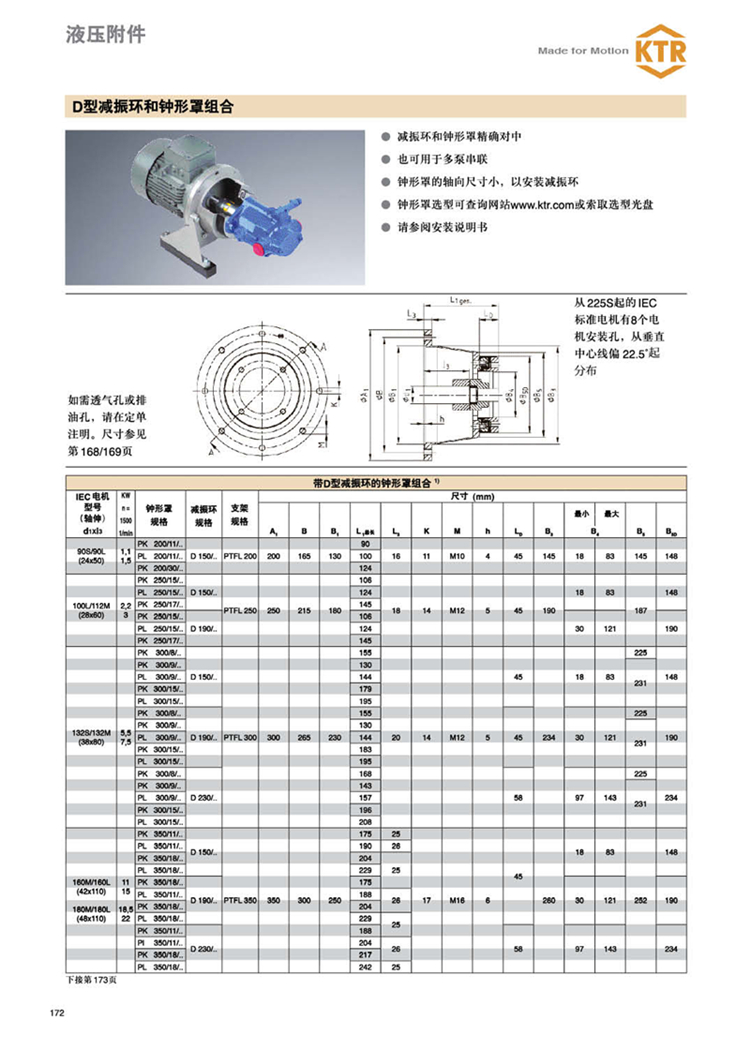
本文的标题为:进口KTR PK160/4钟罩钟形罩